 Fraunhofer-Institut für Siliziumtechnologie
Fraunhofer-Institut für SiliziumtechnologieWolfgang Reinert und Alexander Barnbrock
Prozesserprobung für mikro-optische Systeme - Eine multifunktionelle Präzisionsbestückungsanlage ermöglicht den Aufbau von komplexen Prototypen
Funktionsmuster oder Prototypen von miniaturisierten elektro-optischen Systemen anzufertigen kann vor allem kleine Unternehmen vor große Herausforderungen stellen. Die Umsetzung von innovativen Ideen geht häufig mit dem Bedarf nach geeigneten Maschinen einher, mit denen sich die neuen Fertigungsschritte realisieren lassen. Die Anschaffung solch spezieller Anlagen für Versuchszwecke stellt ein finanzielles Risiko dar. Zu dessen Entkräftigung trägt eine Ergänzung der Prozesskapazitäten der Aufbau und Verbindungstechnik (AVT) des Fraunhofer ISIT bei.

Seit einiger Zeit verfügt das ISIT über eine Hochpräzisions-Bestückungsanlage der Firma FiconTec, deren Fähigkeiten in den Bereichen Bauteil-Handhabung und Fügetechniken vielseitige Anwendungsmöglichkeiten erlauben.
Diese, in zwei Module aufgeteilte Anlage, erlaubt es, Mikrokomponenten mit einer Genauigkeit von bis zu 0,6 µm zusammen zu setzen. Ermöglicht wird diese Präzision durch eine frei programmierbare Bilderkennung und Piezomotoren. Ungehäuste Laserdioden können während des Prozesses betrieben werden, um unter anderem Kollimationslinsen präzise im Strahlengang der Laserdioden zu positionieren (siehe Abbildung 1).
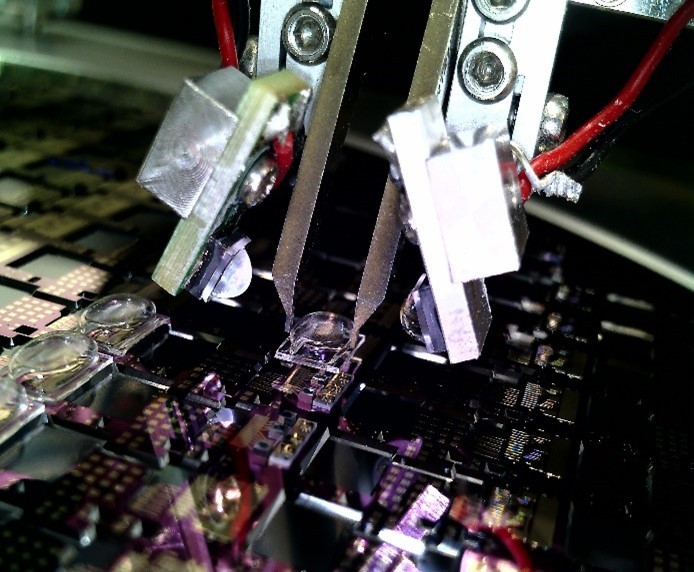
Es stehen 32 frei programmierbare Achsen und eine Vielzahl an Werkzeugen zur Verfügung. Dazu zählen Sauger und Greifer (siehe Abbildung 2), auch applikationsspezifische Tools und Carrier sind realisierbar. Ein integrierter Touchdown-Sensor und ein Flipper ermöglichen es, Bauteile in allen Winkellagen präzise zu picken, zu positionieren und während der Befestigung zu halten. Dies geschieht entweder mittels eines Lötlasers, oder über applizieren und bestrahlen von UV-härtendem Klebstoff. Beide Varianten können In-Situ erfolgen, da die entsprechenden Vorrichtungen in der Anlage verbaut und zeitgleich mit dem Positionierwerkzeug betreibbar sind. Beachtenswert bei dem Laser ist seine Eigenschaft durch ein Substrat (Silizium oder Glas) hindurch auf die Lötstellen zu wirken und so minimalinvasiv einzelne Bauteile anzulöten. Das Substrat wird dabei kaum erhitzt, da es für die Wellenlänge des Laserstrahls durchlässig ist.
Die Bauteilzuführung erfolgt währenddessen über das zweite Modul, das über einen Roboter-Arm die benötigten Teile entweder aus Gel- bzw. Waffle-Packs, oder von einem Wafer entnimmt und über einen Transportschlitten in das Hauptmodul liefert. Auch für das zweite Modul sind applikationsspezifische Tools realisierbar.