 Fraunhofer-Institut für Siliziumtechnologie
Fraunhofer-Institut für SiliziumtechnologieArtem Kormann
Lotpastenqualifizierung von Low-Temperature SnAgBiXx Lotpasten auf Basis ausgewählter Lotpastentests
Die Aufbau- und Verbindungstechnik steht durch Kostendruck und aus klimatechnischen Gründen vor der Aufgabe Fertigungsprozesse kostengünstiger sowie energiesparender und damit klimaschonender zu gestalten. Eine Antwort auf diese Herausforderung ist die Entwicklung und der Einsatz von Niedertemperaturloten, die bereits heute Anwendung in vielen Bereichen finden kann wie z.B. der Herstellung weißer Ware (Haushaltsgeräte), Konsumerelektronik, Beleuchtung mit LED-Technik und vielen weiteren Applikationen. Aufgrund der geringen Umgebungs- und Betriebstemperaturen dieser elektronischen Baugruppen und Systeme ist eine Lotlegierung mit niedrigem Schmelzpunkt für die Herstellung geeignet.
Bismuthaltige Niedertemperaturlote bieten hier eine Reihe an Vorteilen:
- deutlich geringerer Energieverbrauch im Reflowlötprozess durch die geringeren Reflowpeaktemperaturen im Vergleich zum Standard SAC-Lötprozess (ca. 250°C im SAC-Lötprozess → ca. 180-200°C im Low-Temperature-SnBiX-Lötprozess),
- geringeres Warping (Verbiegen) der Verbundpartner durch geringere thermische Ausdehnung im Lötprozess,
- eine geringere thermische Belastung der Baugruppen im Fertigungsprozess.
Im Rahmen einer Zuverlässigkeitsuntersuchung elektronischer Komponenten, die mit SnBiX-Lot aufgelötet wurden, wurde eine Mikrotechnologen-Abschlussarbeit mit dem Thema „Lotpastenqualifizierung von Low-Temperature SnAgBiXx Lotpasten auf Basis ausgewählter Lotpastentests“ durchgeführt.
Die Qualifizierung wurde an drei Lotpasten (Paste A, B, C) mit ähnlicher Legierung durchgeführt. Die Lotpasten weisen folgende Merkmale auf:
- Legierung: SnBiXx (Zinn-Bismut-Xx),
- Standard Pulvergröße Typ 4 nach J-STD-005 (Typ 4: 20-38µm Kugeldurchmesser),
- Schmelzbereich ca. 138°C-140°C.
Für die Lotpastenqualifizierung am Fraunhofer ISIT werden Tests herangezogen, die alle wesentlichen Fertigungsprozesse elektronischer Baugruppen umfassen. So gilt es eine Lotpaste im Lotpastendruck, in der Bestückung von Bauelementen und dem Lötprozess zu bewerten:
Lotpastendruck:
- Auslöseverhalten aus der SMD-Schablone
- Konturenstabilität der Lotpastendepots (Slump Test)
Bestückprozess:
- Klebrigkeit der Lotpasten (Tackiness Test)
Lötprozess:
- Benetzungseigenschaften der Lotpasten (Solder Spreading, Wetting Test)
- Aufschmelzverhalten (Solder Ball Test)
- Porenbildung im Lotgefüge (Voiding Test)
- Oberflächenisolationswiderstand (SIR-Test)
Im Folgenden werden Solder Spreading Test sowie Slump Test exemplarisch näher erläutert.
Solder Spreading Test
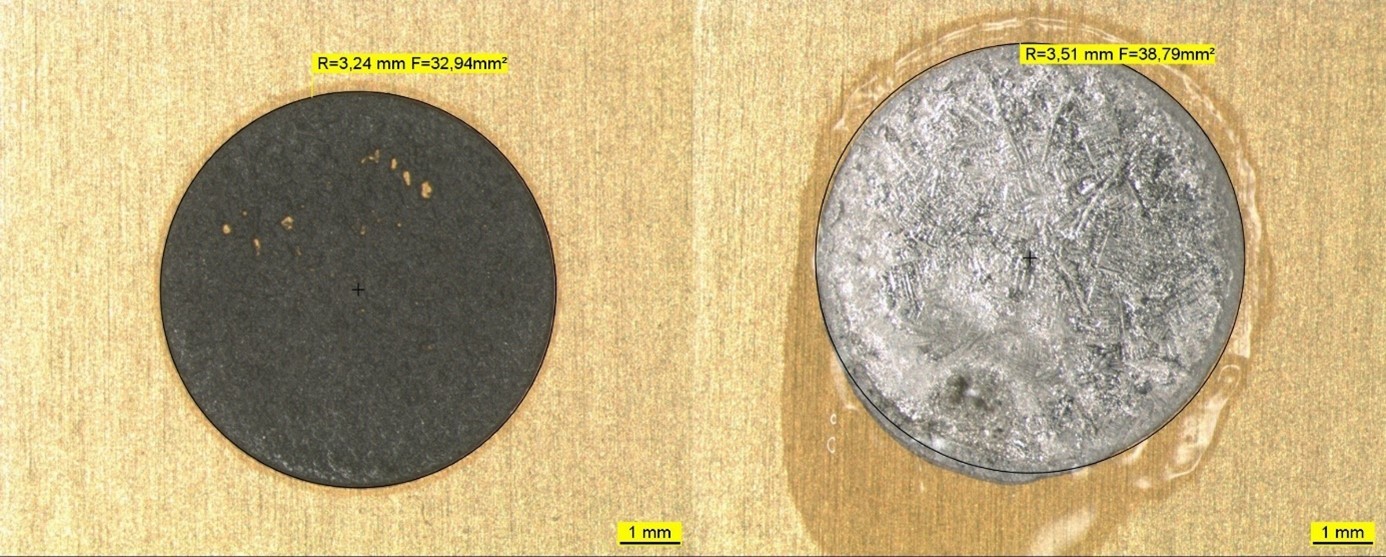
Der Solder Spreading Test ist ein Test zur Analyse der Benetzungsfähigkeit einer Lotpaste. Hierbei wird ein rundes Lotpastendepot auf eine benetzungsfähige, metallisierte Oberfläche gedruckt und anschließend umgeschmolzen.
Die Bewertung der Benetzung erfolgt, indem die benetzte Fläche nach dem Lötprozess ins Verhältnis zur ursprünglich mit Lotpaste bedruckten Fläche gesetzt wird. Ein Vergleich der bedruckten sowie anschließend benetzten Fläche auf einer NiAu Metallisierung ist in Abb. 1 zu sehen. Zur Auswertung des Solder Spreading Tests können die Strukturen nach dem Vergleich folgenden Benetzungskategorien zugeordnet werden:
- Kategorie 1: Benetzung ist größer als die bedruckte Fläche → Ideal / bestanden
- Kategorie 2: Benetzung ist genau so groß wie die bedruckte Fläche → Ausreichend / bestanden
- Kategorie 3: Benetzung nur partiell → Schlecht / nicht bestanden
- Kategorie 4: Benetzung ist kleiner als die bedruckte Fläche → Schlecht / nicht bestanden
Slump Test
Im Slump Test wird die Konturenstabilität einer Lotpaste nach dem Druck untersucht. Hier wird das horizontale und vertikale „Verfließen“ einer Lotpaste analysiert. Das englische Wort „Slump“ steht hierbei für das Einbrechen oder Zusammensinken der Lotpastendepotkanten nach dem Lotpastendruck, was letztendlich in einem zusammenfließen benachbarter Lotpastendepots und damit zur Bildung von Kurzschlüssen im Lötprozess führen kann. Insbesondere bei Fine-Pitch-Anwendungen, also bei Bauelementen mit geringen Pinabständen und demzufolge auch Lotpastendepots mit minimalen Abständen ist eine Paste mit ungenügenden Slumpeigenschaften nicht geeignet, da diese keine ausreichende Konturenstabilität gewährleistet.
Für die Durchführung des Slump Tests werden vollflächig metallisierte Bereiche von Testleiterplatten bedruckt und anschließend bei definierten Konditionen unter unterschiedlichen Temperaturen gelagert.
Abb. 2 zeigt den Einfluss einer höheren Lagerungstemperatur (Simulation der Vorheizphase im Reflowlötprozess). Höhere Temperaturen sorgen durch das Absenken der Lotpastenviskosität dafür, dass diese zu fließen beginnt. Die Folge daraus können Kurzschlüsse zwischen den Lotpastendepots sein.
Abb. 3 zeigt einen Vergleich von akzeptablem Slump Verhalten (links) und nicht akzeptablem Slump Verhalten (rechts). Mit Pfeilen wurden die Strukturen mit einem Abstand von 200µm markiert. Dieser stellt den minimal geforderten Strukturabstand ohne zusammenlaufen der Lotpastendepots dar.


Wenn Sie an weiteren Informationen interessiert sind oder Sie Ihren Lotpastendruckprozess genauer analysieren und z.B. verschiedene Lotpasten vergleichen wollen, können Sie sich gerne an das ISIT wenden. Ebenso führen wir Untersuchungen zur Auswahl der geeigneten Lotpasten-Druckschablonen-Kombination durch und arbeiten Layoutempfehlungen in Form von „Application Notes“ für Sie aus.