 Fraunhofer-Institut für Siliziumtechnologie
Fraunhofer-Institut für SiliziumtechnologieJan Lähn
Herausforderungen bei der Bestückung von kleinsten Bauteilen im SMD-Prozess
Im Rahmen verschiedener Entwicklungsprojekte wurden im Fraunhofer ISIT Guidelinies zur sicheren Verarbeitung von miniaturisierten Bauteilen für einen Bauelementhersteller erarbeitet.
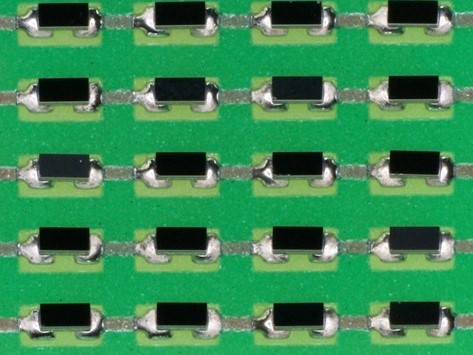
Ein Bauteil mit den Abmessungen von 0,4 mm x 0,2 mm Kantenlänge mit auf der Unterseite befindlichen Lötanschlüssen (DSN0402) muss sicher in einem SMT-Herstellungsprozess verarbeitet werden können. Zusammen mit deutlich größeren Komponenten (Spulen, ICs, Steckverbinder) herrschen sehr hohe Anforderungen an die Herstell-, sowie Lieferqualität des Leiterplattenlieferanten, sowie der Lotpaste.
Zu beachten ist auch die richtige Wahl bei dem Schablonenlayout und der Partikelgröße der Lotpaste. Ebenso zählt zur sicheren Verarbeitung eine den Anforderungen angepasste Wareneingangskontrolle.
Nur so ist sicherzustellen, dass die vorgegebenen Toleranzen für den Fertigungsprozess der Komponenten eingehalten werden können.
Leiterplatte
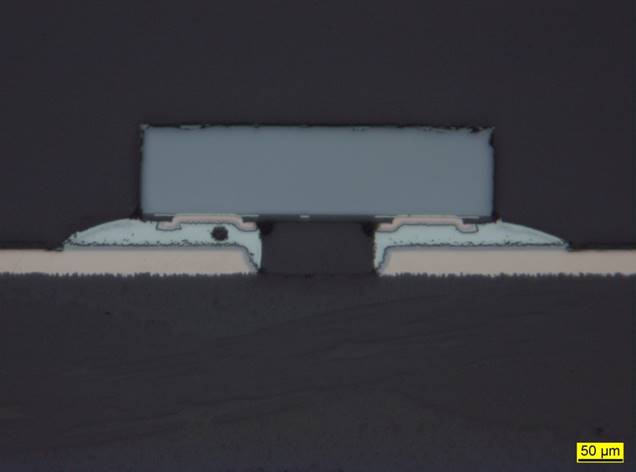
Das Padlayout muss speziell angepasst werden, um das Verkippen der Bauteile im Lötprozess weitestgehend zu vermeiden. Es besteht ein hoher Anspruch auf geringste Fertigungstoleranzen, insbesondere bei dem Lötstopplack und den Padflächen (Unterätzung). Auch die Anbindung der Pads spielt eine Rolle. Es macht einen deutlichen Unterschied, ob die Anschlüsse nach unten über ein Microvia (welches geplugged - also verschlossen- sein sollte) oder über eine seitliche, durch Lötstopplack abgedeckte Anbindung über eine Leiterbahn realisiert werden.
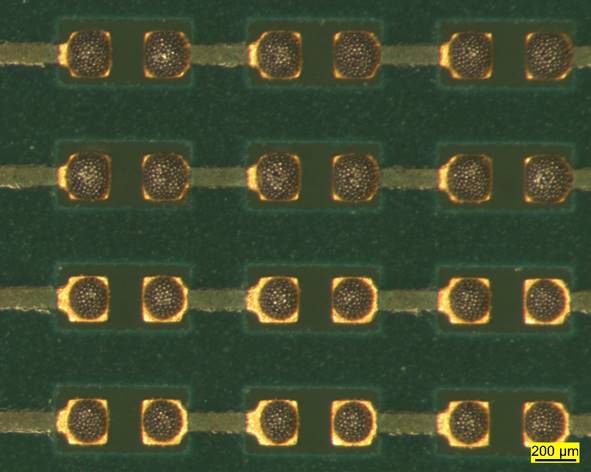
Lotpastendruckschablone
Die Öffnungsgrößen sollten immer im Verhältnis zur Schablonenstärke genau berechnet werden, das Area-Ratio (AR) spielt hier eine sehr große Rolle. Abgerundete Kanten in den Öffnungen, sowie eine Antihaftbeschichtung beeinflussen das Auslöseverhalten der gedruckten Lotpaste maßgeblich. In der Mischbestückung mit größeren Komponenten muss ggf. eine Stufenschablone in Betracht gezogen werden.
Lotpaste
Standardmäßig muss für die Verarbeitung von kleinsten Komponenten eine Lotpaste mit einer feinen Körnung ausgewählt werden. Um ausreichend Volumen in der Lötstelle zu erzielen, wird üblicherweise hier eine Lotpaste der Klasse 4 oder 5 zum Einsatz gebracht.
Bestück-/ Lötprozess
SMD Bauteile werden in sog. Reels (Gurten) auf einer automatischen Bestückmaschine gerüstet. Es sind besonders feine Vakuumdüsen im Bestücker sowie sehr genaue Feedervorschübe notwendig, um diese kleinsten Bauteile sicher aus dem Gurt entnehmen zu können. Hier herrschen auch besondere Anforderungen an antistatische Eigenschaften.
Der Lötprozess wird üblicherweise in einem Mehrzonen- Konvektions-Reflowofen unter Schutzgasatmosphäre (<500ppm Restsauerstoff) oder in einem Kondensationslötsystem (Dampfphase) durchgeführt.
Zusammenfassung
Das ISIT bietet mit seinem Technologie Know-how ein breites Spektrum von der Designentwicklung bis hin zum fertigen Produkt und dazu passende Analysemöglichkeiten an. Die Erarbeitung der Layouts für miniaturisierte Bauteile erfolgt hierbei in Zusammenarbeit mit Leiterplatten- und Schablonen- sowie Maschinenlieferanten. Gerne sind wir Ihnen bei der Einführung neuer Technologien behilflich, Sie können uns unter u.a. Mail kontaktieren.
Das könnte Sie auch noch interessieren